Introducción al Sensor de Humedad ATEX
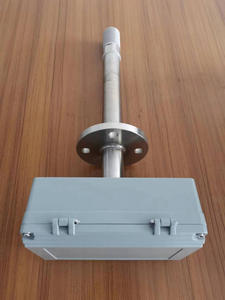
El sensor de humedad ATEX es un dispositivo esencial diseñado para medir los niveles de humedad en diversos entornos mientras se adhiere a estrictas regulaciones de seguridad. Utilizado particularmente en áreas con atmósferas explosivas, estos sensores son cruciales para industrias como la del petróleo y gas, procesamiento químico y producción de alimentos, donde los niveles de humedad pueden impactar significativamente la calidad del producto y la seguridad del trabajador. Con una robusta protección contra posibles fuentes de ignición, los sensores de humedad ATEX garantizan un rendimiento óptimo en situaciones peligrosas.
Tipos de Sensores de Humedad ATEX
Los sensores de humedad ATEX vienen en varias configuraciones para adaptarse a diferentes aplicaciones y entornos. Comprender los tipos disponibles puede ayudar a los usuarios a seleccionar el sensor adecuado para sus necesidades:
- Sensores Capacitivos: Estos sensores miden la humedad al detectar cambios en la constante dieléctrica, demostrando ser altamente precisos y confiables en condiciones húmedas.
- Sensores Resistivos: Utilizando materiales higroscópicos que cambian de resistencia según los niveles de humedad, los sensores resistivos son ideales para aplicaciones de propósito general y son económicos.
- Sensores de Conductividad Térmica: Estos sensores miden la humedad a través de la conductividad térmica del aire, lo que los hace adecuados para entornos especializados.
- Sensores Ópticos: Avanzados en tecnología, estos sensores proporcionan alta precisión y responden rápidamente a cambios en la humedad, perfectos para tareas de monitoreo críticas.
Aplicaciones del Sensor de Humedad ATEX
Los sensores de humedad ATEX se emplean en diversos sectores donde los niveles de humedad juegan un papel vital en la eficiencia operativa y la seguridad:
- Industria del Petróleo y Gas: Monitoreo de la humedad en procesos de perforación y refinación para prevenir la corrosión del equipo y mejorar la calidad del producto.
- Manufactura Química: Asegurando niveles óptimos de humedad para mantener la estabilidad y seguridad del producto durante la producción.
- Procesamiento de Alimentos: Controlando los niveles de humedad durante la producción y el almacenamiento para prevenir el deterioro y asegurar el cumplimiento de las regulaciones de salud.
- Productos Farmacéuticos: Controlando la humedad en áreas de producción para garantizar la calidad y eficacia de los productos farmacéuticos.
Ventajas de Usar Sensores de Humedad ATEX
Utilizar sensores de humedad ATEX ofrece numerosas ventajas, particularmente en entornos peligrosos:
- Seguridad Mejorada: Diseñados para su uso en atmósferas explosivas, estos sensores aseguran positivamente la seguridad operativa y el cumplimiento de las regulaciones ATEX.
- Mediciones Precisos: Utilizando tecnología avanzada, estos sensores proporcionan lecturas precisas de humedad críticas para mantener la calidad del producto.
- Durabilidad: Construidos con materiales de alta calidad, los sensores de humedad ATEX pueden soportar condiciones adversas y ofrecer un rendimiento duradero.
- Facilidad de Integración: La mayoría de los modelos vienen con interfaces estandarizadas, lo que permite una fácil integración en sistemas de monitoreo existentes.



































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4